技術中心(xīn)
推(tuī)薦產品


聯係華(huá)正
深圳市華正精密技術(shù)有限公司(sī)
聯係人:羅富
電話:0755-27299111
傳真:0755-27294782
手機:13421341931
QQ:893800523
郵箱(xiāng):huazheng1008@163.com
www.th-gd.cn
地址:深圳市寶安區(qū)沙井鎮萬豐大鍾崗工(gōng)業區第4棟1樓(lóu)(萬豐98工業城大門對麵)
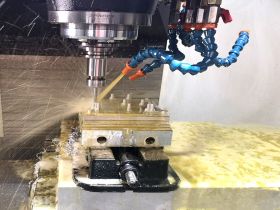
在加(jiā)工非標零件時(shí)應注意(yì)哪些呢?
在加工非標零件時應注意哪些呢?
機械加工廠加(jiā)工非標零(líng)件加工時,工件過高時,應分層用不(bú)同長度的刀具進行加(jiā)粗加工。用刀具刀切割後,用小(xiǎo)刀去除剩餘材料(liào)。采用平(píng)底刀加工平麵(miàn),少用球刀,減少加工時間,如果有坡度(dù)且為整數,則應使用坡度刀進行加工(gōng)。
同時(shí),合理設置公差(chà),平衡加(jiā)工精度和計算機(jī)計(jì)算時間,多加工,減少空刀(dāo)時間,坯料(liào)硬度高,選擇反銑;坯料硬度低,因此選擇正向銑削。粗加工(gōng)、反銑、精加工(gōng)、正銑;該(gāi)刀具材料任性好(hǎo),硬度低(dī),適(shì)合粗(cū)加工。該刀具材料韌性差(chà),硬度(dù)高,適合精加(jiā)工。
對於加工(gōng)廠 數控機床加工的已加工零件的裝夾方式,還應(yīng)合理(lǐ)選擇定位基準和裝夾方案。在選擇精細基準時,一般應遵(zūn)循“基(jī)準麵統一(yī)”和“基準麵重合”兩個原則。除了這兩個原理之外,還需要考慮盡可(kě)能地完(wán)成一個定(dìng)位加緊中的所有表麵的加(jiā)工。因此,應出選擇便每(měi)個(gè)非標零(líng)件加工的(de)定位方式。
工件一次加緊時,應(yīng)能完成工件所有(yǒu)的表(biǎo)麵(miàn)的(de)非標零件加工,在確定工件在工作台上的放置(zhì)位置時,應考慮各工位加工、刀具長度和(hé)刀具剛度對加工(gōng)質(zhì)量對(duì)的影響。對於用於控製加工的夾具,應盡可能選擇由通用部件組(zǔ)裝而成的可調夾具,一縮短生產(chǎn)準備周期。
加工廠在安排加工順序時,必須遵循“先麵後孔”、“先粗(cū)後精”等基(jī)本原則,按照刀具(jù)集中加工,避免重複使用同一刀具,減少換刀次數和時間。對於同(tóng)軸要求比較高(gāo)的(de)孔係,其他坐(zuò)標位置的孔(kǒng)係應在一次定位完成孔係加工後進行(háng)加(jiā)工,以消除重複(fù)定位造成的(de)誤差,提高孔係的同軸度,選擇並(bìng)確(què)定刀具點和刀具更(gèng)換(huàn)點。一旦確定,就不應更(gèng)換。
非標零件加工的具體優勢:
1.高產。非(fēi)標零件加工(gōng)作為一種工業產品,在整個工業生產領域具有較高的廠成品率,可以滿足(zú)許多工(gōng)廠對的需要。生產工業產品時,人們往往首(shǒu)先考慮其產量,相對較高的產品產量實際上意味(wèi)著改產品在生產過程中的損壞率相對較小,也就是說,一些有缺陷的產品比其他產品好,並且大部(bù)分是更好的成品。
2.生產效率高。與一般工業產品不同(tóng),非標零件(jiàn)加工的生產效率相對較高,所以很多工廠都(dōu)相繼投產了。因為如果一(yī)個產品的生產效率比較高,就意味著這(zhè)個產品的生產成本(běn)會(huì)比較低。