技術(shù)中心
推薦產(chǎn)品


聯係華正
深圳市華正精密(mì)技術有(yǒu)限公司
聯(lián)係人:羅富
電話:0755-27299111
傳真:0755-27294782
手(shǒu)機:13421341931
QQ:893800523
郵箱:huazheng1008@163.com
www.th-gd.cn
地址:深圳市寶安區沙井鎮萬豐大鍾崗工(gōng)業區第4棟1樓(萬豐98工業城大門對麵)
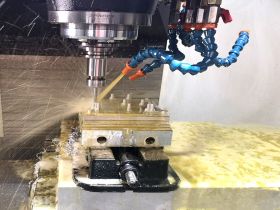
設計鈑(bǎn)金零件(jiàn)時要避免的6個錯誤
設計鈑(bǎn)金零件時要避免的6個錯誤
91精品免费久久久久久久久注意到,有些工程師很難正確設計鈑金零件的加工代碼,用於(yú)報價的(de)模(mó)型中經常會出現某些問題(tí)。考慮到這些問題(tí)可能會影響零(líng)件功能和製造(zào)過程(chéng),91精品免费久久久久久久久(men)提供在設計鈑(bǎn)金製造時需避免(miǎn)的6個常(cháng)見錯誤。
1.使用無折彎(wān)零件的完整三維模型,這可能是91精品免费久久久久久久久看到(dào)的最基本的問題(tí)。金(jīn)屬板是扁平的,必須彎曲、成形、激光切割、有時還(hái)需要焊(hàn)接。如果將鈑(bǎn)金零件設計為立體的,請向91精品免费久久久久久久久發送一(yī)個CAD文件,該文件看起來是折疊的,但需顯(xiǎn)示折彎的方向,這一點很重(chóng)要。與此相關的是,由於原材料是單個金屬板,因此整個零件必須具有相同的材料厚度。例如,如果創建的零件使用0.125英寸(3.175毫(háo)米)厚的鋁(lǚ),您的整個零件將需要相同的厚度。
2.將特征放置得離折彎線太近,製造過程中製造困難(nán)的一種快速方法是將孔、凸耳或其他特(tè)征放置得離折彎太(tài)近。那麽,你需要離多遠?隻需遵循4T規則(zé)。使所有特征距離折彎線至少4倍(bèi)材料厚度。所以,如果您的設計告訴91精品免费久久久久久久久使用0.050英寸(cùn)(1.27毫米)銅質,使您的特征至少(shǎo)為0.200英寸(cùn)(5.08毫(háo)米)的間隙。如果(guǒ)不這樣做,零件將在折彎機中變形。
3.設(shè)計完(wán)美垂直的鈑金邊角,當您在折彎機中折彎鈑金時,產生的折彎不會形(xíng)成完美的90°角。相(xiàng)反,該工具有一個圓角尖端,可為折彎添加半徑。如果您測量彎曲區域的長度並將其(qí)除以2,您將得到彎(wān)曲半徑,該圖形由製作彎曲區域的(de)工具(jù)定義。如(rú)果該曲(qǔ)線的大小對您很重要,請確保在模型中指定它。最常見(jiàn)的內部(bù)折彎半徑為0.030英寸(0.762mm)。需要記住的一個重要(yào)因素是,外折彎半徑(在折彎機模具側形成的半(bàn)徑)等於材料(liào)厚度加上內折彎半徑。
4.忘(wàng)記(jì)在CAD文(wén)件中包(bāo)含詳細的硬(yìng)件規格,沒有誰想要更長的(de)交付周期。始終記住,通過在頂級部件信(xìn)息中包含詳細信息(xī),讓製造商知道您要使用哪種硬件。無論是像CLS-440-2這樣的自(zì)鎖螺母、像FHS-M5-15這樣的平頭螺(luó)柱,還是其他硬件,這都保證了您(nín)將(jiāng)得到您想要的確切位置。
5.選擇錯誤(wù)的(de)表麵處理(或在需(xū)要時不使用)一般來說,表麵處理(lǐ)有兩個用途:保護你的部分和看起來更好。有些人兩者兼而有之。注重外觀的裝飾並不注(zhù)重防腐。盡管如此(cǐ),粉末塗(tú)層確實提供了一些保護(除非刮痕觸及下麵的金屬)。另一方麵,絲印被用來在零件上(shàng)添加文字和圖像,根本不提供任何保(bǎo)護。
6.化學轉化表麵處理旨在通過改變最外層的特性來保(bǎo)護(hù)零件。例如,如果你想在腐(fǔ)蝕(shí)環境中使用鋼,考慮選擇鍍鋅或鍍鋅金屬,它已經具有保護性鋅(xīn)塗層。不(bú)過要(yào)當心!91精品免费久久久久久久久不(bú)能焊(hàn)接鍍鋅鋼,因為它會釋放出危(wēi)險的毒素。相反(fǎn),91精品免费久久久久久久久可以用鋼(gāng)製(zhì)造零件,並在焊接後(hòu)添加鋅塗(tú)層。鉻酸鹽轉化可使零件實現電氣連接,並在需要塗漆時為零件提供底漆層。陽極(jí)氧化可以在保護零件的同時,為零件添加金屬色。設計不切實際的焊接要求你有沒有試過在(zài)一個封閉的(de)盒子裏焊接一條縫(féng)?確保您的焊接要求(qiú)切實可行,重要的是要記住,如果焊槍無法接近焊縫,則無法進行焊(hàn)接。91精品免费久久久久久久久強烈建議(yì)設計時(shí)考慮使所有焊縫都(dōu)在零件外部完成(chéng)。金屬在高溫下熔化,因此您需要能夠(gòu)管理極端熱量的材料厚度。焊接的最小材料厚度(dù)為0.040英寸(1.016毫米),以確(què)保焊縫不會最終形成不潔的熔(róng)化金屬。最後(hòu),在您的模型中,始終使用焊接功能或術語指示焊接的需(xū)要。切(qiē)勿用方框表示焊(hàn)接。沒有(yǒu)一個設計技巧可以涵蓋91精品免费久久久久久久久所看到的所有鈑金(jīn)錯誤,但這個“最佳”係列隻是(shì)一個開始。